 Skip to content
Skip to content
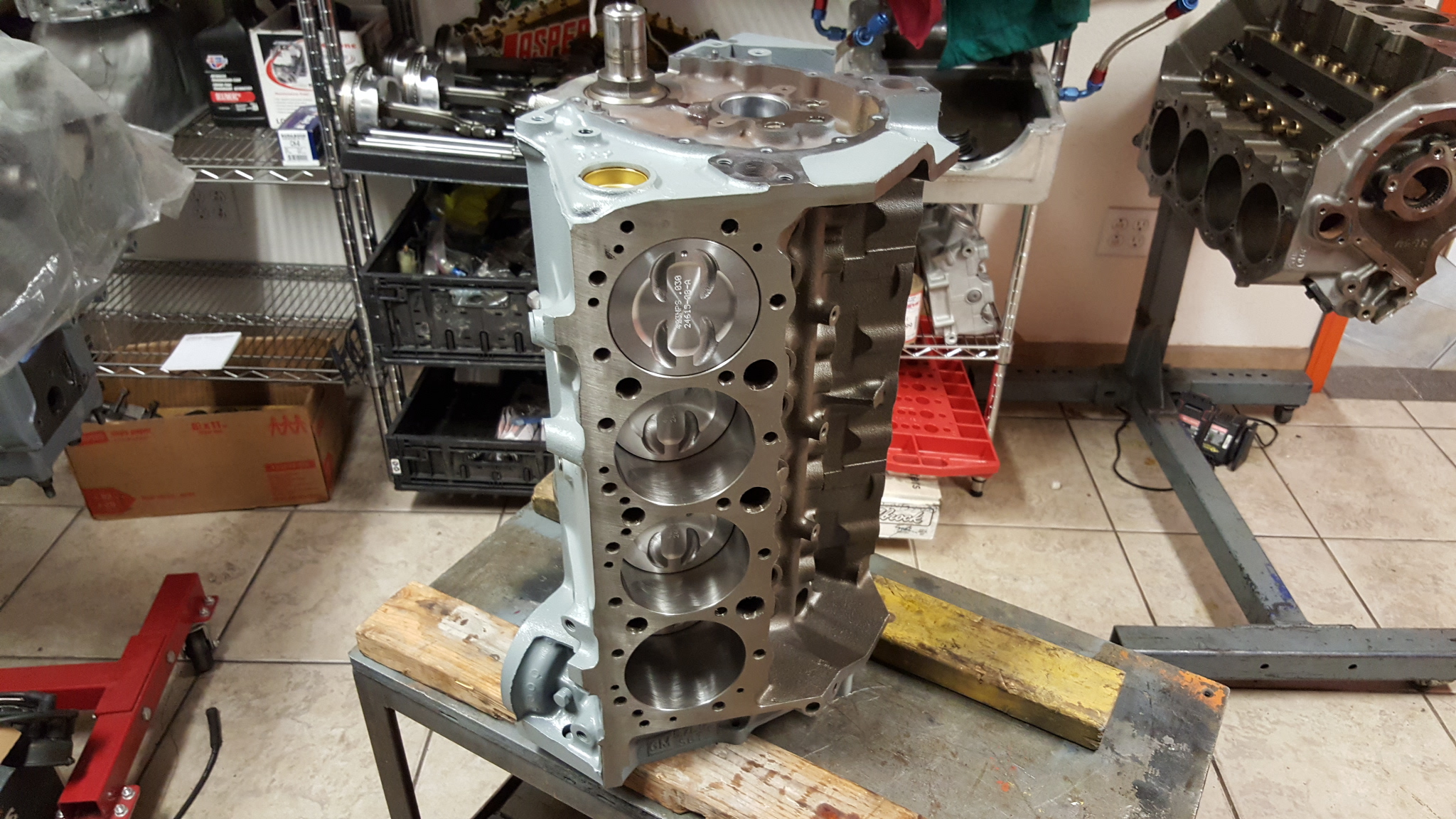



This is a late model Chevy 350 that has a one piece rear main seal. The block is also set up for a roller cam and lifters so it is referred to as a roller block. The first thing we did was thermal clean the block in our Bayco oven in order to bake all the old paint, oil, rust, and crud to dust. We then ran the block through our Zero Blast-N-Peen shotblaster which brought the block back to raw cast iron inside and out. This allows us to perform a very accurate magnaflux on the block in order to inspect it for any cracks. Once the block passed the magnaflux with no cracks we put the block in our Sunnen line hone so we could align hone the housing bore of the block where the main bearings rest. After align honing the block we put the block in our Rottler boring bar so we could bore the cylinders oversize for .030 over pistons and rings. After boring the cylinders we put the block in our AMC surfacing machine so we could surface and square the decks of the block to give them equal distances from the housing bore. After surfacing the decks of the block we then put the block in our Sunnen CK10 cylinder hone so we could final hone and finish the cylinders for proper piston-to-wall clearance for the new pistons and rings. The crankshaft was ground under to .010 on the rod journals and .010 on the main journals. We then blasted the connecting rods and reconditioned or re-sized the big ends. We then match weighed all the rotating assembly parts so we could setup the bobweights to be bolted to the rod journals of the crankshaft. We then spun the crank in our Balance Tech balancer to balance the crankshaft and rotating assembly. Finally we installed the crank into the block and also installed the pistons and rods to complete the shortblock assembly. Jimmy Ewing Motor Mission Machine & Radiator 5435 Desert Point Dr. Las Vegas, Nv. 89118 Phone: (702) 649-2366 or (702) 649-0648 Fax: (702) 649-4133 www.MotorMission.com





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}